Stainless steel is widely recognized for its excellent corrosion resistance, high mechanical strength, dimensional stability, and wide range of surface finishes (raw, brushed, polished, or mirror-polished). These characteristics make it one of the key materials for permanent industrial marking applications.
These properties have a direct impact on the selection of marking technology, including material hardness, surface reflectivity, required contrast, engraving depth, and the need to preserve the passive layer. Depending on the application, marking can be achieved either without material removal using laser annealing, or through controlled engraving depth using laser ablation or mechanical processes, depending on environmental and functional requirements.
When these parameters are properly controlled and validated, they enable the production of clear, durable, and highly legible markings suitable for both human reading and automated vision systems. This is essential for traceability, identification, and compliance in demanding industrial sectors.
Depending on the stainless steel grade (304, 316, 420, duplex), its hardness, reflectivity level, and surface condition (raw, brushed, polished, or mirror finish), SIC MARKING provides three main permanent marking technologies tailored to stainless steel applications. The most appropriate solution is selected based on material behaviour, process constraints, and durability requirements.
Depending on the stainless steel grade, its hardness, surface finish, and the intended use of the component, the selection of a permanent stainless steel marking technology must be carefully adapted to ensure readability, durability, and preservation of functional properties.
In industrial applications, stainless steel is generally grouped into five main families: austenitic (stainless steel 304, stainless steel 316), ferritic (stainless steel 430, stainless steel 444), duplex (stainless steel 2205), martensitic (stainless steel 410, stainless steel 420), and precipitation-hardening grades (17-4PH).
These families differ in chemical composition, magnetic behaviour, and mechanical strength—parameters that directly affect how they respond to laser and mechanical marking processes.
For stainless steel marking solutions, these differences between material families are used to determine the most suitable technology (laser, dot peen, or scribing) as well as process parameters, ensuring durable marking without compromising part performance.
Laser marking of stainless steel, whether through annealing or micro-ablation, delivers high contrast and excellent precision. Laser annealing, which does not remove material, is preferred when corrosion resistance and preservation of the passive layer are essential, while micro-ablation is used when strong contrast and increased marking durability are required.
Dot peen and scribing stainless steel marking technologies, both mechanical processes, are particularly well suited to thick components, harsh environments, and specific surface conditions where marking depth and mechanical resistance are the primary requirements.
Geometry of the stainless steel part
Marking objective
Stainless steel part thickness and rigidity
Complex shapes
Marking finesse
Appearance durability
Environmental constraints
Stainless steel is particularly well suited for permanent marking, provided that the selected technology and parameters are correctly adapted.
Its stable surface is highly compatible with laser marking, enabling strong contrast and long-lasting identification quality.
Depending on the grade and surface finish, stainless steel can achieve durable, high-contrast markings over time using laser processes.
Depending on the application, it can support DataMatrix DPM codes, QR codes, barcodes, serial numbers, or logos, using laser marking, dot peen marking, or scribing, with contrast and depth levels adjusted to operational requirements and environmental constraints.
The selection of a stainless steel marking technology is based on three key and complementary criteria: machine readability for industrial vision systems, marking durability (resistance to abrasion and chemical exposure), and visual quality, particularly for visible components or parts requiring a premium finish.
Laser and dot peen marking are the most widely used technologies for stainless steel applications, each addressing different functional needs. Laser marking is valued for its high contrast and easy integration into high-speed production lines, while dot peen marking provides strong mechanical resistance, making it well suited for outdoor environments and demanding industrial conditions.
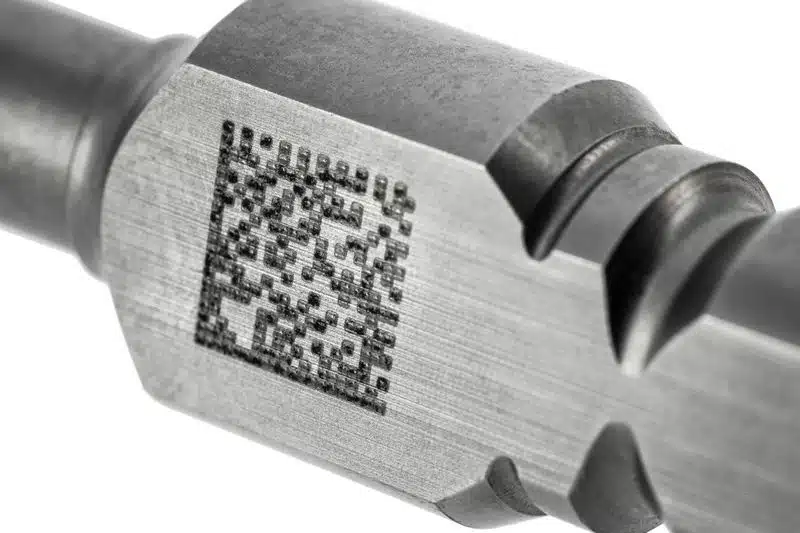
In workshop environments, the DataMatrix ECC200 is widely established as a standard for industrial traceability. It can encode up to 2,335 alphanumeric characters, although most direct part marking applications use much smaller data sets.
When correctly produced, a DataMatrix ECC200 remains reliably readable by industrial vision systems, even on challenging surfaces such as brushed or polished stainless steel, provided that appropriate validation is performed during camera setup.
In industrial applications, typical DPM DataMatrix code sizes generally range from 4 to 12 mm, depending on data density, required contrast, and the resolution of the vision system.
When laser marked with properly controlled contrast and geometry, DataMatrix codes provide high reading reliability in automated industrial environments.

QR codes are generally used for user-oriented marking, providing direct access via smartphone or tablet to technical datasheets, URLs, installation videos, or regulatory information linked to the product.
Their high data capacity—reaching several thousand characters depending on the version—allows complex information to be embedded. In industrial production, a minimum size typically between 8 and 15 mm is commonly used to ensure stable readability, particularly on challenging surfaces such as brushed stainless steel, provided that proper camera validation is carried out.
In industrial environments, laser marking of stainless steel ensures the sharp module definition required for low to medium-density QR codes, offering strong repeatability and good compatibility with standard reading devices.
Dot peen marking can also be used for QR codes, but it produces broader and less uniform modules, which generally requires larger overall code sizes to maintain reliable readability, especially on small surfaces.
Serial numbers on stainless steel ensure both product identification and industrial traceability throughout the entire lifecycle of the part. They may be purely numeric, alphanumeric, or follow standardized formats such as the automotive VIN (17 characters) or UDI identifiers for medical devices, depending on regulatory and sector requirements.
Laser marking of serial numbers provides strong contrast on brushed, polished, or raw stainless steel surfaces, and can be easily integrated into high-speed production lines depending on the level of automation and equipment configuration.
Dot peen marking offers high mechanical durability in abrasive or high-stress environments, while scribing provides a premium visual finish, particularly valued for nameplates or decorative stainless steel components.
Stainless steel enables the reproduction of logos and pictograms with a high level of precision: very fine details can be achieved through laser marking on brushed, satin, or polished stainless steel surfaces, while maintaining readability and contrast, provided that the process and parameters are properly adapted to chemical treatments or industrial washing cycles.
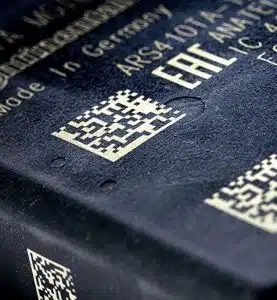
Regulatory symbols (CE marking, crossed-out WEEE bin, PPE pictograms) as well as directional arrows are particularly well suited to laser marking on stainless steel, offering clean and precise outlines without deformation of the part and ensuring compliance with readability requirements.
Dot peen marking remains a relevant solution in highly abrasive environments, where marking depth is more critical than visual appearance.
Brand logo marking on stainless steel serves both functional identification and aesthetic purposes. Fine laser marking, achieved through annealing or controlled micro-ablation, delivers a premium finish on visible components, while recessed dot peen marking provides enhanced durability for parts exposed to friction or repeated mechanical stress.
Industries such as electronics and automotive frequently use laser marking on stainless steel to reproduce complex logos and serial numbers on technical components, ensuring high uniformity and excellent repeatability across production batches of several thousand units.
These stainless steel marking solutions allow, depending on the selected process, precise, high-contrast, or deep markings, ensuring long-term readability, provided that the technology and parameters are adapted to environmental conditions such as humidity, intensive cleaning, or abrasion.
Permanent marking on stainless steel components therefore meets traceability and regulatory compliance requirements across industries such as automotive, aerospace, medical, food processing, and railway.





Explore our flagship laser marking, dot peen marking, or scribing equipment, including our portable machines, line-integrable modules, and standalone marking stations.
Contact Us
Need information?
Get in touch with one of our experts!