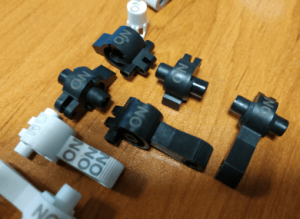
Plastic plays a central role in industry thanks to its unique combination of light weight, chemical resistance, insulating properties, and broad operating temperature range. This versatility explains its widespread use in demanding sectors such as automotive, aerospace, medical, electronics, and the food industry.
Plastics exhibit highly variable thermal and mechanical behaviours, which directly affect permanent marking results. Depending on the polymer type, formulation, and marking technology, the outcome may appear as darkening, whitening, surface modification, or slight relief. These effects result mainly from thermal or structural interaction with the material, rather than from material removal comparable to mechanical engraving.
The wide variety of plastic grades, along with the presence of additives, pigments, and fillers, strongly influences marking contrast and mechanical resistance. This variability requires careful adjustment of parameters and appropriate selection of technologies to ensure durable, legible marking that meets industrial requirements.
SIC MARKING provides several permanent marking solutions for industrial plastics, primarily laser marking and, in certain cases, dot peen marking for rigid and thick plastics.
Each plastic marking solution is selected according to the polymer type, rigidity, thermal sensitivity, and pigmentation, in order to ensure reliable and durable marking. Proper parameter adjustment is essential to avoid risks such as thermal deformation or material degradation.

The choice of a plastic marking technology is based on a combined analysis of polymer composition, hardness, thermal sensitivity, as well as the presence of pigments or additives and the final application of the part. Each of these factors must be considered to select the most appropriate marking method in line with functional, aesthetic, and durability requirements.
These criteria help determine whether laser marking is the most suitable solution or whether, in specific cases, dot peen marking can be considered. In all situations, priority must be given to readability and long-term marking performance.
The behaviour of plastics under marking is strongly influenced by their intrinsic variability. Polymer structure (amorphous or semi-crystalline), characteristic temperatures (Tm / Tg), and the presence of fillers or pigments all affect both laser absorption and heat dissipation. For example, amorphous plastics such as polystyrene (PS) generally respond more effectively to certain laser wavelengths, while semi-crystalline plastics such as polypropylene (PP) often require adapted parameters or additives to achieve sufficient contrast without excessive thermal accumulation.
Rigid plastics (ABS, PC, PA, POM) may, under controlled conditions, be suitable for dot peen marking when part geometry, thickness, and functional constraints allow it. However, precise adjustment of impact energy is essential to avoid material damage.
In contrast, soft or semi-soft plastics (PP, HDPE, TPE, TPU) are generally better suited to laser marking due to their low rigidity and sensitivity to mechanical stress. Laser processing enables non-contact marking, provided that energy input is carefully controlled to manage thermal effects.
Thermal Sensitivity of Polymers
Impact of Pigments and Additives on Plastic Marking
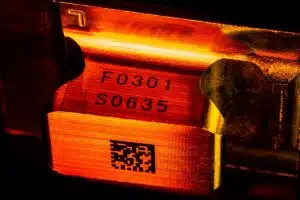
Permanent plastic marking includes DataMatrix codes, QR codes, barcodes, serial numbers, logos, and functional identifiers used for part identification, traceability, and regulatory compliance in industrial applications.
The selection of plastic marking technology—mainly laser marking, and in some cases dot peen marking—depends on the polymer type, required level of detail, and expected durability of the marking.
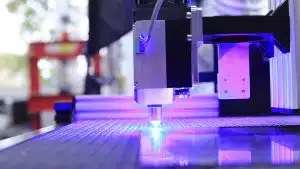
Laser marking is generally preferred for plastic due to its high precision, repeatability, and compatibility with industrial traceability systems. It enables clear and permanent marking on a wide range of rigid and semi-rigid plastics while maintaining the material’s mechanical properties, making it the reference solution for high-resolution applications requiring reliable machine readability.
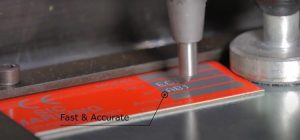
Dot peen marking is reserved for rigid engineering plastics such as certain PC, PA, or highly filled polymers, when material thickness and mechanical constraints allow it. It is mainly used for simple alphanumeric codes and DataMatrix marking when engraving depth is a key requirement.
These plastic marking solutions ensure reliable traceability, compliance with standards, and long-term durability, even in demanding industrial environments. In sensitive medical or industrial contexts, the main objective is to guarantee readability without affecting part functionality.
The choice between DataMatrix DPM, QR codes, 1D barcodes, serial numbers, logos, or graduations depends on the required information density and automatic reading requirements. DataMatrix DPM codes are generally preferred for industrial traceability because they store a high amount of data in a very small area while ensuring robust reading performance with machine vision systems.
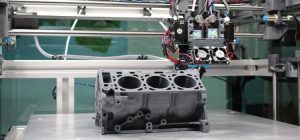
Laser marking is widely used in industrial plastic applications due to its flexibility, precision, and ability to adapt to complex geometries while delivering consistent and durable results.
In high-volume production, marking often combines a machine-readable code with human-readable information, such as a DataMatrix code paired with an 8 to 12-character alphanumeric identifier. Typical DataMatrix sizes on plastic vary from a few millimetres depending on the laser technology, achieved contrast, and industry requirements (automotive, medical, aerospace, logistics).

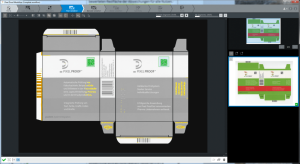
Logos and pictograms require carefully controlled laser parameters to obtain a clear, consistent, and durable result. Fiber laser marking is typically preferred for its precision and repeatability, particularly on materials such as ABS or PC, which enable finely detailed and visually well-defined markings that meet industrial requirements.
Contrast levels and surface modification settings are adjusted according to regulatory constraints (such as CE marking or safety symbols) and aesthetic expectations, especially when parts are painted or surface-treated. The marking must remain legible over time without affecting the visual appearance or functional performance of the component.
For applications such as dashboards or electronic housings, the selected marking is generally non-invasive while still offering sufficient resistance to operational stresses. These markings are typically validated through abrasion, chemical resistance, and thermal cycling tests, in line with requirements from the automotive, appliance, and sports equipment industries.
The selection of a plastic marking solution is based on several key criteria:

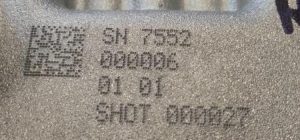
Alphanumeric serial numbers are used to provide unique identification and traceability for plastic products. They enable accurate tracking of each component throughout its lifecycle, from manufacturing and assembly to maintenance and end use, by creating a reliable connection with production data.
Character strings ranging from 6 to 12 characters are commonly adopted to achieve an effective balance between readability, marking size, and identification capacity. This format offers sufficient traceability while remaining compatible with the dimensional constraints of plastic parts.
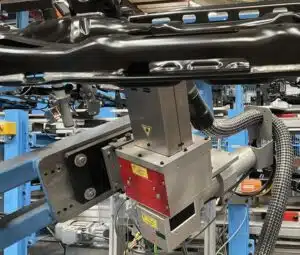
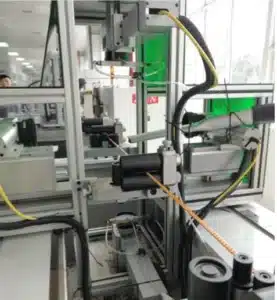
Fiber laser marking is widely employed in high-volume production because of its precision, speed, and repeatability. On suitable plastics, it produces permanent contactless markings while preserving the mechanical integrity of the part, making it particularly well suited to automated manufacturing environments.
In the automotive industry, serial numbers play an important role in warranty management, recall processes, and product compliance. Each identifier is associated with a database containing information such as production batch, manufacturing date, or assembly station, enabling rapid access to traceability data and strengthening process control.
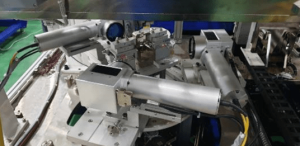
High-speed optical inspection systems are used to verify both the presence and readability of markings directly on the production line. Depending on the marking complexity and process conditions, these systems can inspect several hundred parts per minute, ensuring compliance with quality standards and immediate compatibility with automated reading systems and production tracking tools.

Logos and pictograms require precise laser beam settings to achieve a clear and durable result. Fiber laser marking is preferred for its precision and premium appearance, particularly on materials like ABS and PC, which allow finely detailed and visually distinct markings.
Depth and contrast parameters are adjusted considering regulatory requirements (e.g., CE marking, safety symbols) and the desired aesthetics, especially when the plastic part is painted or surface-treated. It is crucial that the marking not only complies with standards but also suits the part’s aesthetic finish to ensure legibility and marking longevity.
On components such as dashboards or electronic enclosures, the selected marking is generally non-invasive while providing sufficient resistance to environmental conditions.
These markings are validated through abrasion, solvent, and thermal cycle tests, specific to sectors such as automotive, appliances, or sporting equipment.
The choice of plastic part marking is based on several complementary criteria:
`
In many industries, marking plastic parts has evolved beyond simple visual identification and now plays a key role in product traceability and information management. By linking a DataMatrix or QR code to a dedicated database, manufacturers can maintain access to essential information throughout the entire lifecycle of the part, including production records, batch identification, quality data, and operator information.
Permanent marking is also an important element in meeting regulatory and industry-specific requirements. It supports compliance with UDI regulations in the medical field, DataMatrix identification standards used in aerospace applications, and traceability specifications imposed by automotive manufacturers, including for components operating in demanding environments.
In addition, permanent marking contributes to greater efficiency across logistics and operations. Readable machine codes simplify inventory management, help minimize picking mistakes, and facilitate maintenance activities and product tracking throughout the service life of the part, whether in warehouses or at customer facilities.

Dot peen technology can be used when part thickness and functional constraints permit, providing durable and legible alphanumeric markings over time, particularly for applications where standardized automatic reading is not required.


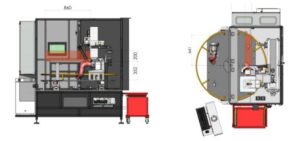
Discover our flagship laser marking, micro-percussion, or scribing equipment, including our Portable Machines, Integrable Modules for production lines, and Standalone Marking Stations.
Contact Us
Need information?
Get in touch with one of our experts!