The choice of copper marking technology—laser, dot peen, or scribing—is based on three key parameters: marking resolution, achieved depth, and the mechanical as well as chemical resistance of the resulting mark.
Due to its high thermal and electrical conductivity, copper is highly reflective to laser radiation and rapidly dissipates heat.
These characteristics have a direct impact on laser marking, which requires careful adjustment of process parameters (power, pulse duration, frequency) in order to control mark width and ensure readability without excessive surface modification.
Copper alloys such as brass, bronze, cupronickel, and CuBe present increased hardness and lower ductility compared to pure copper. As a result, dot peen marking is particularly well suited for producing durable engraved identification, provided that the part has sufficient rigidity and thickness.
With its versatile properties and excellent recyclability, copper is widely used in sectors such as energy, electronics, marine, and medical industries.
SIC MARKING provides copper marking solutions for permanent identification of parts, combining laser, dot peen, and scribing technologies while accounting for the specific thermal, mechanical, and chemical behavior of copper and its alloys.

Whether in pure copper or in alloys such as brass and bronze, this material requires careful selection of the marking process due to its ductility, high laser reflectivity, and strong thermal conductivity.
Copper combines several properties — electrical and thermal conductivity, ductility, uniform surface behaviour, and a natural tendency to oxidize—which make it suitable for permanent industrial marking. However, oxidation can influence readability over time, particularly in humid environments.
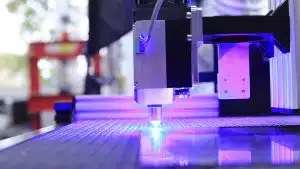
Laser engraving on copper is mainly used for fine markings and 2D codes. It requires specific parameter tuning to compensate for the material’s high reflectivity and to achieve precise results while preserving surface integrity.
Dot peen marking is more appropriate for applications exposed to significant mechanical stress and is generally better suited to copper alloys, where it ensures durable identification.
Scribing on copper and copper alloys is used for structural components or when a deeper, highly legible engraved result is required, particularly on thicker parts.
The selection of a permanent copper marking technology therefore depends on required precision, contrast level, mechanical resistance, and thermal management constraints, especially when working on thin parts or when avoiding surface alteration during laser processing.
Copper Thermal Conductivity
Geometry and Thickness of the Copper Part
Electrical Conductivity
Corrosion Resistance
Tendency to Oxidation
Copper supports a wide range of permanent marking processes, including laser engraving, dot peen marking, and scratch marking. The selection of the appropriate technology depends on the required level of detail, engraving depth, and mechanical durability.
The achievable marking range on copper and copper alloys typically extends from micro-marking (10–50 µm) to deep marking (50–200 µm), with each process addressing specific application needs:
The choice of copper marking technology is therefore based on a balance between graphic precision, required depth, long-term contrast stability, and the thermal constraints imposed by the material.
Each technology — laser, dot peen, or scratch marking—meets distinct industrial requirements depending on operating conditions and functional constraints.
Industries such as microelectronics, medical, automotive, aerospace, energy, rail, and luxury goods define the choice of coding (DataMatrix, QR codes, barcodes, serial numbers, reference marks, pictograms) according to readability, traceability, and durability requirements.

When implementing a DataMatrix ECC200 code on copper or copper alloys, manufacturers select a module size that is compatible with the reading system used in production.
Laser marking enables very fine engraving and high-density micro-codes, making it suitable for applications requiring strong resolution and reliable contrast.
Dot peen marking produces deep indented points (typically 0.1 to 0.3 mm), providing excellent resistance to both mechanical wear and harsh chemical environments, which makes it well suited to demanding industrial conditions.
In contrast, scribing is generally not used for DataMatrix codes, as it offers limited fineness and is less capable of producing compact, high-density codes, particularly on small surfaces where micro-code readability is required.

In many industrial applications, the QR Code is selected for its capacity to store URLs and metadata, as well as for its fast reading performance, particularly in production line environments.
In manufacturing contexts, laser marking on copper ensures clean and precise engraving, making it well suited to high-density codes and fine-resolution requirements, especially for QR Codes and DataMatrix ECC200 codes.

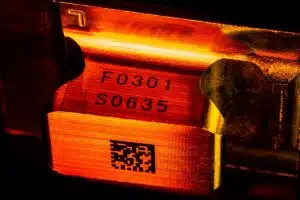
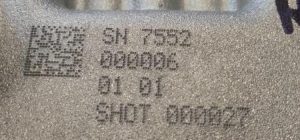
For serial number identification, fiber laser marking on copper and copper alloys is preferred due to its precision and high processing speed. It enables character heights typically ranging from 0.5 to 2.0 mm, with sufficient resolution for OCR systems and camera-based reading.
Depending on the alloy and surface condition, laser marking of serial numbers relies on localized thermal interaction, achieved either through controlled ablation or surface oxidation. This approach provides clear contrast while avoiding mechanical deformation of the part, provided that laser parameters are properly optimized.
Dot peen marking is recommended when mechanical resistance is a priority. It produces controlled indentation depths of approximately 50 to 150 µm, ensuring durability against vibration and aggressive cleaning processes.
Scratch marking is more suitable for massive copper components where deeper engraving is required (around 100 to 200 µm) and immediate readability is essential, particularly in environments where oxidation or surface treatments may reduce the visibility of shallow markings.

Laser marking is widely preferred in production environments for creating clean and consistently readable 1D barcodes, especially common symbologies such as Code 128 or Code 39, thanks to its high speed, precision, and compatibility with materials such as copper and copper alloys.

Thanks to fiber laser technology, extremely fine text can be achieved on copper, including micro-markings in the range of 10 to 50 µm for medical UDI or pad indicators, as well as characters readable by camera systems from around 0.2 mm in height.
Laser marking generates contrast through controlled oxidation or ablation, whereas dot peen marking can reach depths of approximately 50 to 150 µm, offering higher mechanical resistance and making it well suited to applications exposed to wear and stress.
For functional indicators, typical character heights range from 1.5 to 4 mm with dot peen marking, while scratch marking can produce engravings with depths of 50 to 200 µm on massive copper parts subject to abrasion.
In production environments, laser marking is generally preferred for fine details and high-speed processing, whereas dot peen or scratch marking is selected when mechanical resistance and durability in harsh conditions are the main priorities.
High-resolution fiber laser marking enables extremely fine logos on copper, with micro-markings in the range of 10 to 50 µm and line widths generally between 20 and 50 µm.
This copper marking process delivers an aesthetic result particularly suited to luxury goods and precision electronics, and is often preferred when a pictogram requires consistent quality and high contrast without altering the geometry of the copper component.
In harsh environments, dot peen marking provides a highly legible technical finish, with dot sizes of 0.2 to 0.5 mm, pitches from 0.25 to 0.5 mm, and depths between 50 and 150 µm, ensuring strong mechanical durability and readability even in the presence of oxidation.
Scratch marking is used for robust decorative or technical applications where engraving depth greater than 50 µm (up to 200 µm) is required, although its more rugged finish makes it less suitable for very fine details.
Permanent copper marking supports regulatory and quality requirements by enabling unique identification through serial numbers, DataMatrix, or QR codes, while ensuring compliance with standards in automotive, aerospace, medical, and energy sectors, as well as supporting production traceability and digital archiving.
It ensures reliable automated reading in both online and offline environments, helping maintain traceability of critical copper components throughout manufacturing processes.
The wide range of material properties also influences the selection of alloys—such as brass, bronze, cupronickel, and CuBe—and explains the extensive use of copper and its alloys in sectors including electrical and electronics, automotive, aerospace, energy, marine applications, valves and fittings (often bronze components marked with pictograms indicating flow direction), as well as the medical field.






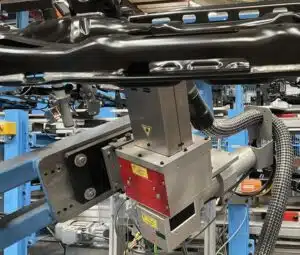
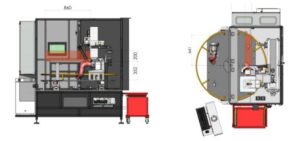
Explore our flagship laser marking, micro‑percussion, or engraving equipment, including Portable Machines, Integrable Modules for Production Lines, or Standalone Marking Stations.
Contact Us
Need more information?
Get in touch with one of our experts!