case study
SIC MARKING is involved in the identification of engine components for a large French automotive manufacturer.
What is distinctive about the parts is that they are very hot at the time of marking (aluminium casting at around 300°).
The crankcases processed, with a raw as-cast surface, are shot-blasted and have a grainy surface finish.
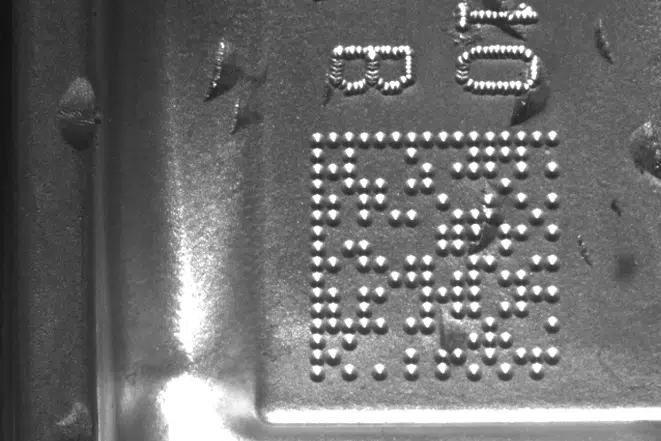
For SIC MARKING, this involvesensuring the traceability of crankcases and cylinder heads from the casting phase. The challenge is to guarantee the legibility of Data Matrix codes coming out of the plant.
A solution taking account of the heat stresses and granularity of surfaces needs to be developed.
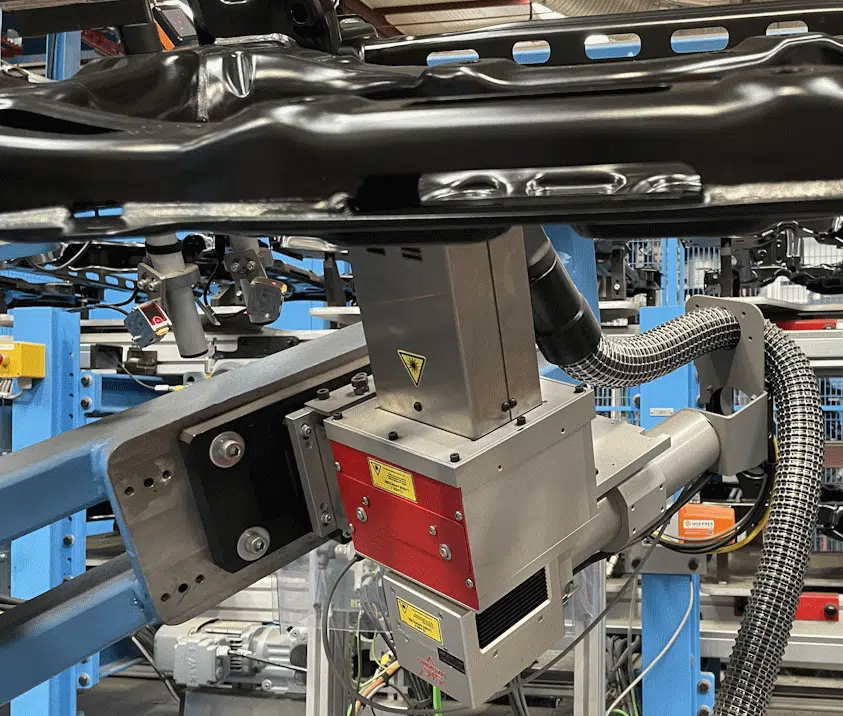
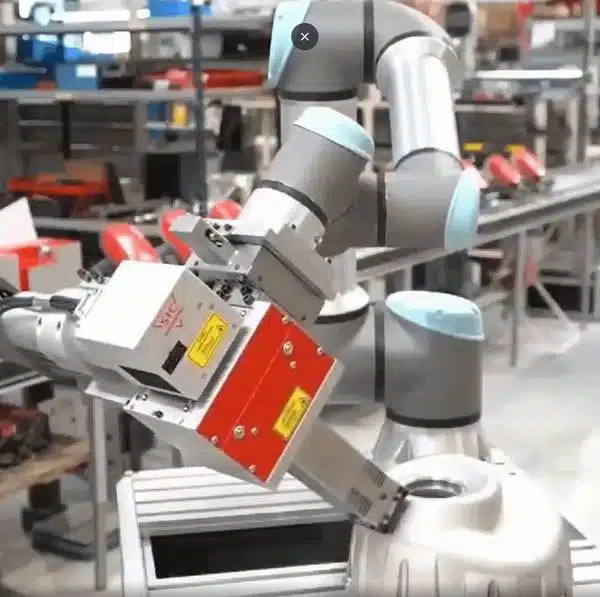
SIC MARKING needed to custom develop a specific dot peen marking system. To overcome the temperature issue, the
marking machine, the camera for reading the Data Matrix code
and a cooling system are housed in a sheet metal compartment.
This compartment is equipped with a
forced-air system to protect the mechanical components subject to the radiation of heat from the crankcase and to dust.
The absence of shot-blasting allowed laser technology to be used to ensure perfect traceability.
The cylinder heads are engraved immediately after the casting process and the Data Matrix code is read by cameras on entering each station, as well as on one of the client’s milling sites.

Contact us!